Падвойнае ліццё пад ціскам

Кароткае апісанне:
Падвойнае ліццё пад ціскам ўяўляе сабой працэс пластыкавага ліцця, пры якім два камплекты формаў адначасова ўпырскваюцца на адной машыне для ліцця, каб утварыць адну частку двух розных пластыкавых матэрыялаў.
Падвойнае ліццё пад ціскам (яго яшчэ называюць ліццём з падвойным стрэлам, двухкаляровае ўпырскванне).
Падвойнае ліццё пад ціскам - гэта працэс пластыкавага ліцця, пры якім на адной машыне для ліцця адначасова ўпырскваюць два наборы формаў, каб утварыць адну частку двух розных пластыкавых матэрыялаў. Часам два матэрыялы маюць розныя колеры, часам два матэрыялы адрозніваюцца цвёрдасцю і мяккасцю, дзякуючы чаму атрымліваюцца неабходныя механічныя ўласцівасці і эстэтычнасць вырабу.
Прымяненне пластыкавай формы з двайным упырскам і дэталяў
Пластыкавыя дэталі, вырабленыя з дапамогай ліцця падвойнага ліцця, шырока выкарыстоўваюцца ў электронных вырабах, электраінструментах, медыцынскіх вырабах, бытавой тэхніцы, цацках і амаль ва ўсіх іншых пластыкавых палях. Вытворчасць і фармоўка двухколерных формаў, а таксама даследаванні і распрацоўкі двухколерных машын для ліцця пад ціскам і сыравіны для двухколернага ліцця пад ціскам таксама хутка развіваліся.
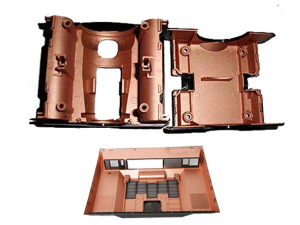
Вітрына дэталяў двайнога ўпырску
Выкарыстоўваюцца два розныя віды пластмас, і вырабы з пластмас, якія можна выразна адрозніць паміж двума тыпамі пластмас, называюцца дэталямі з падвойным упырскам.
У чым перавага ліцця падвойнага ліцця?
У параўнанні з традыцыйным ліццём пад ціскам, працэс двайновага ліцця пад ціскам мае наступныя перавагі:
1. Унутраны і знешні пласты дэталяў прымаюць розныя матэрыялы з рознымі характарыстыкамі, напрыклад, з добрай трываласцю ва ўнутраным пласце, а таксама з колерам альбо зярністасцю на знешняй паверхні, каб атрымаць усебаковыя эфекты і эфект знешняга выгляду.
2. Каардынацыя мяккіх цвёрдых матэрыялаў: Асноўная частка дэталі выкарыстоўвае цвёрдыя матэрыялы, паверхня, якая адпавядае зборцы з выкарыстаннем эластычнай мяккай смалы (ТПУ, ТПЭ), можа згуляць вельмі добры герметычны эфект на вырабе, напрыклад, воданепранікальны, пыланепранікальны.
3. У адпаведнасці з рознымі характарыстыкамі выкарыстання, напрыклад, у павярхоўным пласце цяжкіх дэталяў выкарыстоўваецца мяккая пластмасавая смала, корпус або стрыжань дэталі выкарыстоўвае цвёрдую пластмасавую смалу або вспененный пластык, каб паменшыць вагу.
4. Для зніжэння выдаткаў могуць быць выкарыстаны няякасныя асноўныя матэрыялы.
5. Асноўны матэрыял дэталяў можа выкарыстоўваць дарагія і асаблівыя ўласцівасці паверхні, такія як антыэлектрамагнітныя перашкоды, высокая праводнасць і іншыя матэрыялы для павышэння прадукцыйнасці вырабу.
5. Паверхню або стрыжань дэталяў могуць быць зроблены з дарагіх матэрыялаў з асаблівымі ўласцівасцямі, такімі як антыэлектрамагнітныя перашкоды, высокая праводнасць і іншыя матэрыялы для павышэння прадукцыйнасці вырабаў.
6. Правільнае змешванне коркавых і стрыжаневых матэрыялаў можа паменшыць рэшткавае напружанне, павялічыць механічную трываласць або павярхоўныя ўласцівасці дэталяў.
7. У параўнанні з ліццём, ён мае вялікія перавагі ў якасці, кошце і прадукцыйнасці.
Недахоп ліцця падвойнага ліцця
1. Неабходна інвеставаць у набыццё машыны для ліцця падвойнага ліцця.
2. Супастаўленне формаў з падвойным упырскам патрабуе дакладнасці: заднія формы маюць тыя ж патрабаванні. Калі выраб мае дызайнерскія змены, абедзве формы павінны ўнесці аднолькавыя змены, каб забяспечыць аднолькавыя. Гэта дадае нагрузку на абслугоўванне штампа.
3. Падвойная ліццёвая машына заключаецца ў тым, што дзве пары формаў падзяляюць прастору і магутнасць адной і той жа машыны для ліцця пад ціскам, таму буйнамаштабныя вырабы нельга ўводзіць.
Розніца паміж двайным ліццём і ліццём
Падвойнае ліццё і ліццё - гэта і другаснае ліццё, але яны зусім розныя.
1. Формы для ліцця пад ціскам, таксама вядомыя як другаснае ліццё, праводзяцца на звычайных машынах для ліцця пад ціскам. Прадукт фармуецца ў два этапы. Пасля таго, як выраб выдаляецца з аднаго набору формаў, яго кладуць у іншы набор форм для другога ліцця пад ціскам. Такім чынам, звычайная машына для ліцця пад ціскам выкарыстоўваецца для працэсу ліцця.
2. Падвойнае ліццё пад ціскам заключаецца ў тым, што два віды пластыкавых матэрыялаў упырскваюцца ў адну і тую ж машыну для ліцця пад ціскам, утвараючы два разы, але выраб выходзіць толькі адзін раз. Як правіла, гэты від ліцця таксама называюць ліццём падвойным ліццём, якое звычайна камплектуецца двума наборамі формаў і патрабуе спецыяльнай машыны для ліцця падвойнага ліцця.
3. Падвойнае ліццё пад ціскам - бесперапынны спосаб вытворчасці. Ён не выконвае аперацыю па выманні і размяшчэнні дэталей пасярэдзіне, эканоміць час і памылкі пры перастаноўцы дэталяў, значна зніжае ўзровень дрэннай вытворчасці і значна паляпшае якасць прадукцыі і эфектыўнасць вытворчасці ў параўнанні з працэсам ліцця.
4. Працэс пералівання падыходзіць для ліцця пад ціскам вырабаў з нізкімі патрабаваннямі да якасці і невялікімі заказамі. Абмежаваная спецыфікацыямі машыны для ліцця падвойнага ліцця, яна звычайна не падыходзіць для ліцця пад ціскам вялікіх дэталяў.
5. Дзве пярэднія формы формаў з падвойным упырскам павінны быць аднолькавымі, і формы для інкапсуляцыі гэтага патрабавання не маюць. Такім чынам, дакладнасць і кошт формаў для падвойнага ўпырску вышэй, чым у інкапсуляваных формаў для ліцця.
Парады працэсу ліцця падвойнага ліцця:
1. У працэсе ліцця падвойнага ліцця існуюць чатыры асноўныя элементы: машына для ліцця падвойнага ліцця, форма для двайнога ўпырску, адпаведны пластыкавы матэрыял і разумны дызайн дэталі.
2. Выбар матэрыялу для ліцця з падвойным ліццём з мяккай і цвёрдай гумы Павінна быць пэўная розніца тэмператур паміж тэмпературай плаўлення двух відаў матэрыялаў для двухколернага ліцця пад ціскам. Як правіла, рэкамендуецца, каб тэмпература плаўлення першага ін'екцыйнага матэрыялу была вышэй, чым тэмпература другога ін'екцыйнага матэрыялу, і каб тэмпература плаўлення першага ін'екцыйнага матэрыялу была вышэй, чым тэмпература плаўлення першага ін'екцыйнага матэрыялу.
3. Паслядоўнасць ўвядзення празрыстых і непразрыстых матэрыялаў: першы стрэл зроблены з непразрыстых матэрыялаў, а другі стрэл - з празрыстых матэрыялаў. Напрыклад, непразрыстымі матэрыяламі звычайна з'яўляюцца ПК з высокай тэмпературай матэрыялу, а для другога празрыстага матэрыялу выкарыстоўваецца ПММА або ПК. ПК трэба абараняць ультрафіялетам. ПММА можа выбраць УФ або загартоўванне. Калі на паверхні ёсць сімвалы, яна павінна выбраць УФ.
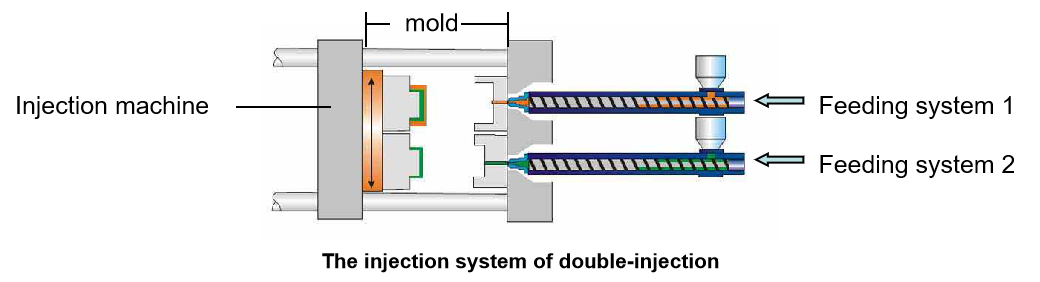
Што такое машына для ліцця падвойнага ліцця?
Машына для ліцця пад ціскам з двума стваламі і сістэмай ўпырску і механізмам пераўтварэння становішча формы называецца машына для падвойнага ліцця, якая выкарыстоўваецца для ліцця падвойнага колеру. Машыны для ліцця пад ціскам звычайна маюць два тыпы: машына для паралельнага ліцця пад ціскам з шнеком для ліцця пад ціскам і машына для вертыкальнага ліцця з шрубай для ліцця.

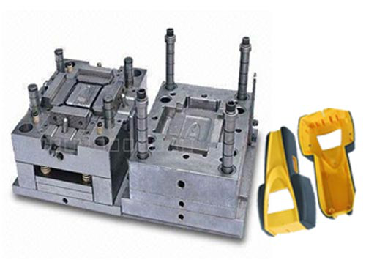
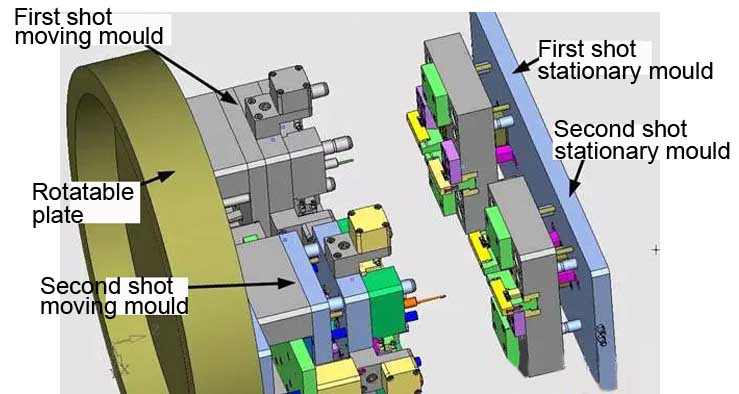
Што такое цвіль падвойнага ўвядзення?
Форма, якая ўпырсквае два віды пластмас паслядоўна і вырабляе двухколерныя вырабы, называецца двухкаляровай. Двухкаляровыя формы для ліцця пад ціскам - гэта, як правіла, два наборы формаў для адной часткі, якія адпавядаюць першаму і другому здымкам адпаведна. Задняя плашка (мужчынская плашка) двух плашчакоў аднолькавая, але пярэдняя плашка (жаночая плашка) іншая.
Формы двайнога ўпырску павінны ўсталёўвацца на машыне для ліцця падвойнага ліцця, каб нармальна вырабляць.
Парады па канструкцыі прэс-формаў з падвойным упырскам
1. Ядро і паражніну цвілі
Утваральная частка формы для падвойнага ўпырску ў асноўным такая ж, як і ў агульнай формы для ліцця. Розніца складаецца ў тым, што ўдар формы для ліцця пад ціскам у двух пазіцыях варта лічыць аднолькавым, а ўвагнутая форма павінна добра супрацоўнічаць з двума штампамі. Як правіла, гэты від пластыкавых дэталяў менш.
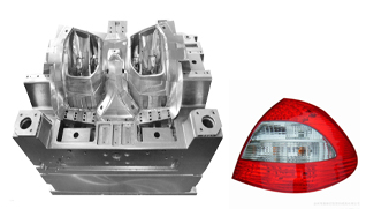
ДВУХІНЕКЦЫЙНАЯ ФОРМА
2. Механізм выкіду
Паколькі двухколерныя пластыкавыя дэталі можна вылепіць толькі пасля другога ўпырску, механізм адліцця на першасным упрысках не будзе працаваць. Для гарызантальна верціцца ін'екцыйнай машыны механізм выкіду машыны для ўпырску можа быць выкарыстаны для выкіду. Для вертыкальна верціцца машыны ўпырску машына выкіду машыны ўпырску не можа выкарыстоўвацца. На паваротным стале можна ўсталяваць гідраўлічны механізм выкіду выкіду, механізм выкіду выкіду.
3. Сістэма засаўкі
Паколькі гэта ліццё з падвойным ліццём, варотная сістэма дзеліцца на адзінку і на сістэму другаснага ўпырску, якія, адпаведна, складаюцца з двух ліцейных прылад.
4, Кансістэнцыя асноў цвілі, паколькі метад ліцця з падвойным ліццём асаблівы, яму неабходна супрацоўнічаць і каардынавацца паміж сабой, таму памер і дакладнасць двух пар накіроўвалых прылад павінны адпавядаць. Для гарызантальна верцяцца формаў для ліцця высота закрыцця формаў павінна быць аднолькавай, а цэнтр двух формаў павінен знаходзіцца на аднолькавым радыусе кручэння, а розніца складае 180. Для вертыкальна верціцца машыны для ліцця пад ціскам дзве пары формаў павінны знаходзіцца на адной восі.
Распрацоўка ліцця падвойнага ліцця
З характарыстык і прымянення шматкаляровага ліцця пад ціскам і фармавання сумеснага ліцця з падвойным матэрыялам відаць, што ў будучыні будзе назірацца тэндэнцыя паступовага замены традыцыйнага ліцця пад ціскам. Інавацыйная тэхналогія ліцця пад ціскам не толькі павышае дакладнасць працэсу ліцця пад ціскам, але і адкрывае поле працэсу ліцця пад ціскам. Інавацыйнага абсталявання і працэсаў выкіду дастаткова для задавальнення ўзрастаючага попыту на дыверсіфікаваную, якасную і высокадабаўленую прадукцыю.
Mestech прапануе падвойнае ўпырскванне аўтамабільных карпусоў, партатыўных снарадаў, корпусаў дынамікаў, кнопак ключоў, ручак і іншых двухколерных альбо двух матэрыяльных вырабаў на працягу многіх гадоў, калі ласка, звяжыцеся з намі, калі ёсць попыт.